




As stated in previous posts, the macKenzie newsletters have a lot of good ideas in them. It is my belief that they sometimes do a poor job of explaining those ideas. The bearing control stick is one of them.
This post will show the steps I took to make the bearing collars for the torque tube. The torque tube itself will be constructed in later postings.
The drawings show the bearing collar being made out of 2 1/4" O.D., .120tubing that is 1 3/4" long, with two9/16" inserts at each end, those being made out of 2" O.D. .058 tubing. The bearings are to be welded in whilemaintaining 5/8" space in the middle for the bearing slot.
Do yourself a favor and cut another piece of 2" tubing, 5/8" wide to use as a spacer for that purpose.Insert a 9/16" piece, then the 5/8" piece, then another 9/16" piece. Then tack weld it on each side, like so:

After tack welding on each side, top and bottom, weld around the edge, being careful not to burn the edges. Remember, the inserts are half as thick as the outer tubing, so be careful. What you have should look like this:

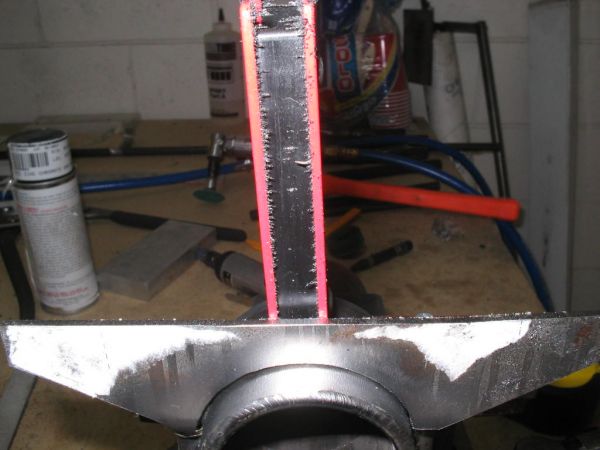
Allow me to point out something: You see this piece clamped in a vice.....do not apply any amount of significant pressure to the part in the vice. If you do, you will elongate the material, and the application of heat from the welding process will cause the tubing to maintain this elongation permanently....so use kid gloves. Better yet, just lay it on a table if you're unsure and weld it on a tabletop.
Next comes those 3/8" .065 sleeves for the bolts. These need to be reamed to .250 AFTER welding. When welding these on to the side of the collar, keep in mind where you are going to be sawing the collar in half. You really don't want to weld this area. The heat will harden the metal and make cutting it very difficult. No reason to weld this area....just leave it alone. Weld around both ends, as in this photo:

Next, weld the collar mounting bracket to the collar. I put the collar in the vise, lengthwise, and used a magnet to hold the piece in place. Tack on opposing sides at opposing corners to avoid distortion. On the side of the bolt sleeve, weld the bracket 1" across the top...weld around the perimeter on the outer side.
After you're ddone that, you can split the collar with a band saw or similar cutting tool. Make note of the blade kerf so that you can shim the collar later to make up for the material the blade removes.
After splitting, clamp the halves in a vice and gently, using a punch or small chisel, tap out the inner 5/8" spacer. Discard it.

You now have a finished bearing collar. The bearing that is used is a 2610 Torrington needle bearing. This bearing is used in the front axle applications of late model Chevrolet and GMC 4x4's. It is a very common number and can be ordered through NAPA or Autozone. If you pay more than $12 you paid too much.

I will cover installation of the collar when I build my chassis. Torque tube construction is next...
Edited by: scottly
This post will show the steps I took to make the bearing collars for the torque tube. The torque tube itself will be constructed in later postings.
The drawings show the bearing collar being made out of 2 1/4" O.D., .120tubing that is 1 3/4" long, with two9/16" inserts at each end, those being made out of 2" O.D. .058 tubing. The bearings are to be welded in whilemaintaining 5/8" space in the middle for the bearing slot.
Do yourself a favor and cut another piece of 2" tubing, 5/8" wide to use as a spacer for that purpose.Insert a 9/16" piece, then the 5/8" piece, then another 9/16" piece. Then tack weld it on each side, like so:
After tack welding on each side, top and bottom, weld around the edge, being careful not to burn the edges. Remember, the inserts are half as thick as the outer tubing, so be careful. What you have should look like this:
Allow me to point out something: You see this piece clamped in a vice.....do not apply any amount of significant pressure to the part in the vice. If you do, you will elongate the material, and the application of heat from the welding process will cause the tubing to maintain this elongation permanently....so use kid gloves. Better yet, just lay it on a table if you're unsure and weld it on a tabletop.
Next comes those 3/8" .065 sleeves for the bolts. These need to be reamed to .250 AFTER welding. When welding these on to the side of the collar, keep in mind where you are going to be sawing the collar in half. You really don't want to weld this area. The heat will harden the metal and make cutting it very difficult. No reason to weld this area....just leave it alone. Weld around both ends, as in this photo:
Next, weld the collar mounting bracket to the collar. I put the collar in the vise, lengthwise, and used a magnet to hold the piece in place. Tack on opposing sides at opposing corners to avoid distortion. On the side of the bolt sleeve, weld the bracket 1" across the top...weld around the perimeter on the outer side.
After you're ddone that, you can split the collar with a band saw or similar cutting tool. Make note of the blade kerf so that you can shim the collar later to make up for the material the blade removes.
After splitting, clamp the halves in a vice and gently, using a punch or small chisel, tap out the inner 5/8" spacer. Discard it.
You now have a finished bearing collar. The bearing that is used is a 2610 Torrington needle bearing. This bearing is used in the front axle applications of late model Chevrolet and GMC 4x4's. It is a very common number and can be ordered through NAPA or Autozone. If you pay more than $12 you paid too much.
I will cover installation of the collar when I build my chassis. Torque tube construction is next...
Edited by: scottly