




I decided to construct my walking beam to the plans dimension. The plans walking beam does not allow for removal without cutting the fabric. So, the question is this: Why would you ever want to remove it? Lubrication is what comes to mind...
Now, the other designs wih bearings are nice setups...I thought about that. But, one thing I see when I look at the other bearing designs is a set of "ears" welded to a fuse cross member, with the walking beam bolted between the ears. Although this bearing setup might be smoother, it is wortht he extra weight? Maybe....but for the average builder, what about the added complexity of building this setup? I decided to keep it simple. Now, I might change my mind and build a bearing-type later, but for now, I decided that the installation of a simple grease fitting would solve the problem of lubrication, negating the need to ever disassemble.
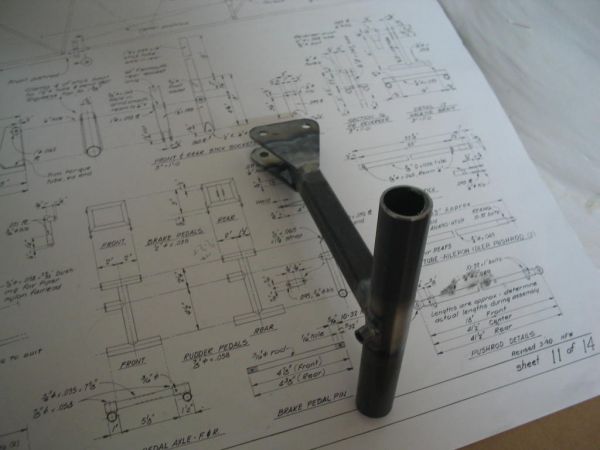
Although you could just as easily braze a nut on to the cross member tube, I decided to go for the same type I am using on my rudder pedals. I made a threaded fitting from some 5/16 4130 tubing. I drilled and tapped it to accomodate 6mm zirk fitting, which seem to be most common in auto parts stores. I then notched one end to mate with the round tube I was mounting it on...

To keep the heat signature small, I used a 1/16" tungsten/collet setup, a .035 wire, and set the machine to 35 amps. It produces less of a heat signature than brazing.
Below is my finished part....like the plans, but greasable.
Now, the other designs wih bearings are nice setups...I thought about that. But, one thing I see when I look at the other bearing designs is a set of "ears" welded to a fuse cross member, with the walking beam bolted between the ears. Although this bearing setup might be smoother, it is wortht he extra weight? Maybe....but for the average builder, what about the added complexity of building this setup? I decided to keep it simple. Now, I might change my mind and build a bearing-type later, but for now, I decided that the installation of a simple grease fitting would solve the problem of lubrication, negating the need to ever disassemble.
Although you could just as easily braze a nut on to the cross member tube, I decided to go for the same type I am using on my rudder pedals. I made a threaded fitting from some 5/16 4130 tubing. I drilled and tapped it to accomodate 6mm zirk fitting, which seem to be most common in auto parts stores. I then notched one end to mate with the round tube I was mounting it on...
To keep the heat signature small, I used a 1/16" tungsten/collet setup, a .035 wire, and set the machine to 35 amps. It produces less of a heat signature than brazing.
Below is my finished part....like the plans, but greasable.